

Svetsa gjutjärn
Lite kort om hur man reparerar gjutjärn och vilket tillsatsmaterial som är lämpligt
Gjutjärn innehåller normalt en hög kolhalt(C) mellan 2-4,5% vilket är upp till 10 ggr mer än i vanliga stål. Den högre kolhalten sänker stålets temperatur och leder till mindre krympning när smältbadet stelnat. Det gör också gjutprocessen billigare.
Detta skapar även svårigheter med svetsbarheten. Det är dock inte omöjligt men det finns ett antal parametrar att ta hänsyn till vid reparation och sammanfogning av olika gjutjärn.
Nedan är de vanligaste typerna av gjutjärn och alla anses svetsbara förutom vitjärn som endast kan svetsas under väldigt specifika tillvägagångssätt.
- Gråjärn: Vanligast förekommande, används för 70% av alla applikationer. Låg seghet(förlängning)
- Vitjärn: Hög hårdhet och slitstarkt. Används i vissa applikationer utsatta för högt slitage, låg svetsbarhet
- Segjärn : Högre seghet och brottgräns än gråjärn
- Aducergods: Liknande egenskaper som segjärnets
- Kompaktjärn: Lägre vikt än gråjärn och med högre egenskaper
Vid svetsreparationer av gjutjärn är det mycket viktigt att först få bort alla orenheter ur materialet. Det är väldigt lätt att få porer i svetsgodset om du har olja, rost eller glödskal kvar på delen som ska svetsas. På gammalt nött gjutjärn är det vanligt att grafiten i materialet är kontaminerat med dessa orenheter och det kan i vissa fall leda till att du behöver svetsa och slipa bort fogen flera gånger innan du åstadkommer ett porfritt svetsgods.
Vi ska nedan gå igenom ett par olika förfaranden för reparation av gjutjärn.
Reparation av sprickor
1. Stabilisera sprickan från att spricka vidare. Detta åstadkoms antingen genom att borra ett litet hål i vardera ände av sprickan alt svetsa en halvmåne i vardera ände. Dessa metoder förhindrar sprickan från att vandra vidare.
![]()

2. Fogberedning Du kan antingen använda mejsling-elektroder eller en roterande fil för att slipa till en fin U-fog utan vassa kanter. Mejsling-elektroderna kommer även att ta bort eventuella orenheter i godset och ge dig en naturlig U-fog. Viktigt är att inte använda kap och slipskivor då de istället smetar ut grafiten och gör ytan oren.

3. Förvärmning Majoriteten av all svetsning sker utan förvärmning men tjocka, stora arbetsstycken med oregelbunden och svår form och hög risk för sprickor kan behöva förvärmning med 5-600°C. Om du förvärmer så är bästa metoden att värma hela arbetsstycket i ugn med långsam uppvärmning, konstant temperatur genom svetsningen och med långsam avsvalning efter svetsning.
4. Tilllsatsmaterial Använd tillsatsmaterial med hög seghet som är okänsligt för den höga kolhalten i gjutjärnet. Då kommer istället tillsatsmaterialet ta bort mycket av de restspänningar som uppstår. Rennickel eller ferro-nickel är rekommenderat (Se nedan tabell för rekommenderade produkter). Oftast används rennickel 99% för rotsträngar och där du vill ha ett gods som är lätt att maskinbearbeta efter svetsningen. Ferronickel används för de sista strängarna för att få ett starkare gods och när du ska svetsa gjutjärn mot järn.
5. Minimera värmepåvrekan Svetsa korta strängar, inte mer än 2-3cm och använd låga ampere. Låt godset sen svalna och svetsa från motsatt sida. Direkt efter svetsning så används en penhammare där du knackar svetsen bakåt för att släppa på spänningar. När arbetsstycket har svalnat såpass att du kan lägga handen på det så kan du fortsätta svetsa. Det är viktigt att INTE ha bråttom med dessa reparationer. Frånsvetsning appliceras då detta minimerar värmepåverkan.


Pinnbult-svetsning
En bra metod att använda när du har rejäla brott i större gjutgods är att stärka dem med pinnbult-svetsning. Du borrar hål som du gängar och fyller med en icke ytbehandlad pinnbult, gängstång eller bult där du kapar av skallen. Dessa ska minst kunna skruvas i till djupet av sin egen diameter och ha samma mått kvar ovanför ytan. Du svetsar sedan runt bulten med låg ampere och utan förvärmning. Använd tillsatsmaterial av typen ferro-nickel för denna applikation. Fogen byggs sedan vidare med svetsning mellan bultarna till hela ytan är täckt av svetsgods. Fortsatt svetsning kommer nu bli enklare och mindre känslig då första lagret kommer att ta upp mycket av efterföljande värme.
1.Pinnbultar i position

2. Vinkel från ovan, strängar runt bultarna.
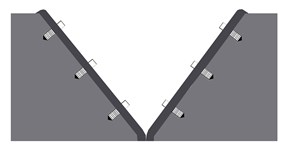
3. Svetsgods över hela ytorna

4.Färdig reparation

Gammalt utnött gjutjärn
För objekt som är rejält utnötta från värme och orenheter kan det ibland vara helt omöjligt att svetsa i materialet. Detta kan vara äldre gjutjärnsspisar, kaminer, grenrör etc. Då kan du efter fogberedning använda en olegerad elektrod som ex. ”48 E” eller ”7016 E” och punktsvetsa små näst över hela ytan. Du kommer då att tillföra ytterligare järn i grundmaterialet och göra det svetsbart.
Vi tackar Meltolit för texten